see also Using Depth Expressions for Depth Overrides
In PrimeCut NE we are able to control the depth of spindle processes on a per process basis. Note that a depth of zero means completely through the plate, and the overshoot to allow this to completely clear the plate will be taken from the machine.
Configuring a new spindle table entry from the main window
To setup the depth on an existing or new spindle process that can be used later when applying processing.
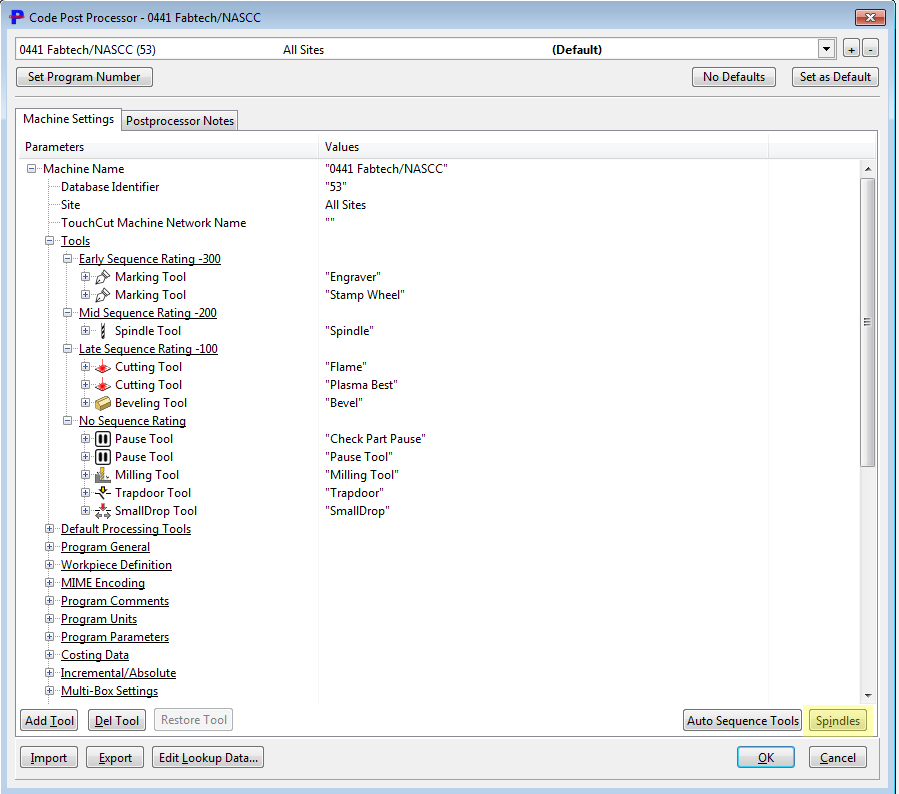
1.Click on the 'machines' option of the modes explorer
2.Select the machine from the drop down list at the top of the dialog
3.Click on the 'spindles' button to show the spindle table for the current machine
4.The available spindle processes are shown, some can be expanded to show the sequence of operations that will be applied for that spindle option
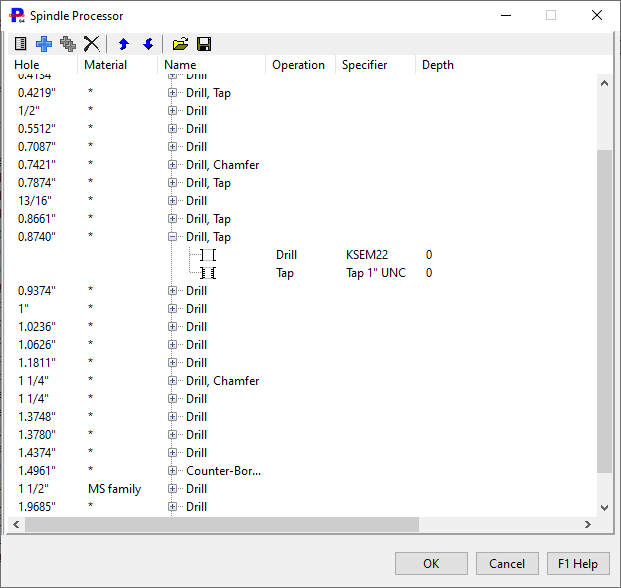
5.Select the process you want to update or create a new process
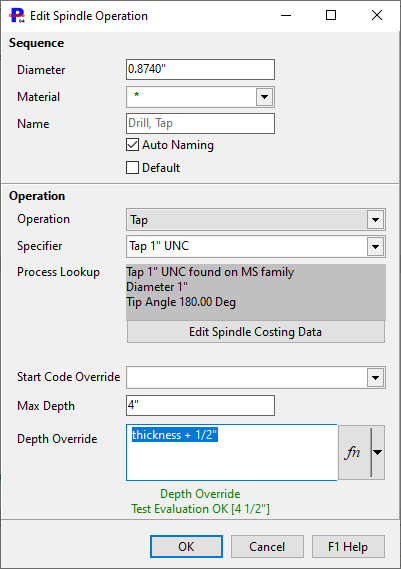
6.Under the 'operation' section of the dialog, the depth can be set as shown below (See also Using Depth Expressions for Depth Overrides ). Here we are editing the 1" Tap, telling it to travel 1/2" below the bottom of the plate. We shoulld edit the drill also and tell it to travel a little further, perhaps thickness + 3/4"
Setting the depth from the processing dialog
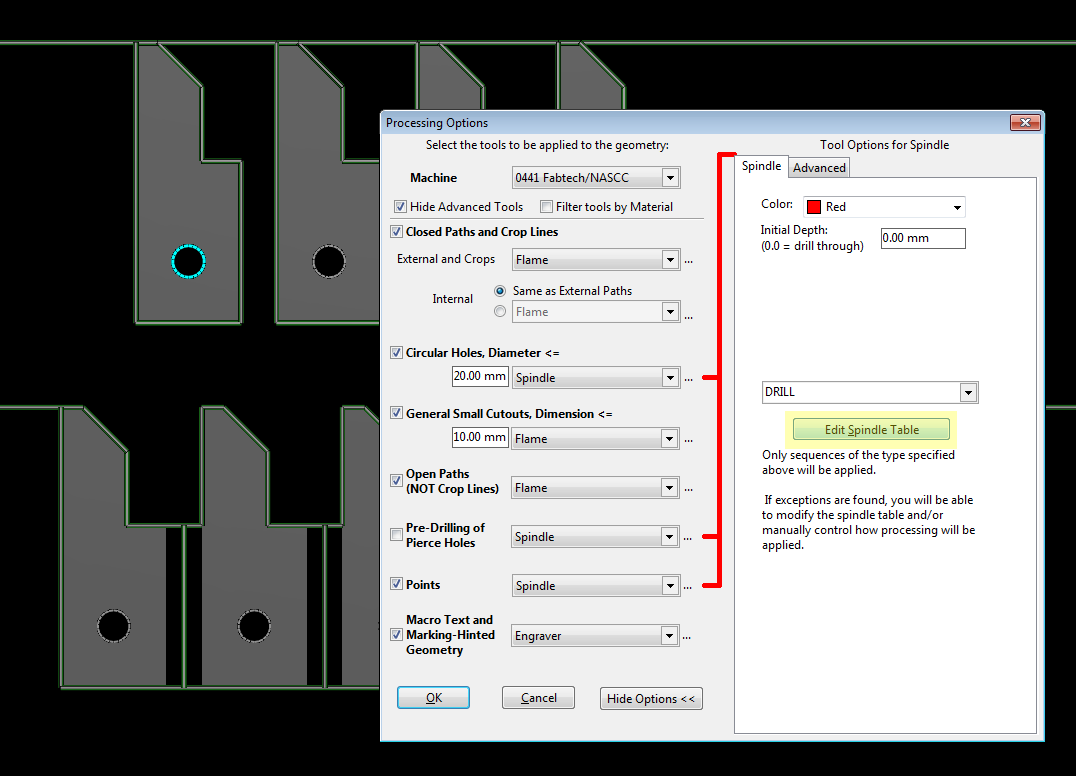
When applying processing we can update the spindle table and set the depth for this and future plates as shown below. Once the spindle table is open it can be edited to update the depth as shown above.
Counter-bore with a drill example
See also Using Depth Expressions for Depth Overrides
One example where a non-zero depth setting is useful is to make a counter-bore for a recessed screw head. In the spindle table we can create an entry for a counter-bore on a 10mm hole for all materials. Select the 'Add operation to existing sequence' button highlighted below:

Add Operation to Sequence button highlighted
We will use a 17mm KSEM drill to achieve our counterbore.
As the depth is taken from the tip of the tool, we will account for the tip angle of the drill and add 5mm to ensure we have the bore depth we need for a 10mm cap screw, we have determined the necessary depth to by 17mm (merely a coincidence it is the same as the diameter!).
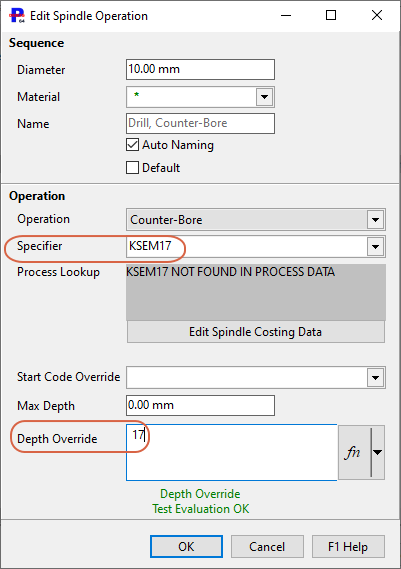
Here is the additional process that we have added with a M17 drill and depth setting of 15mm highlighted:
