Historically, Milling in PrimeCut has been an extension of drilling, and has inherited many similarities, among them being specification of milling height by Depth, and also abiding by the Depth 0 Convention:
For any non-zero depth, the depth set specifies how far below the top surface of the plate, or below the Z Reference of the machine if that is in effect, to take the milling bit.
If the Depth is set to 0, the milling process will mill completely through the workpiece material (full thickness), and the machine controller may add some extra overshoot to ensure the tool travels far enough below the bottom of the workpiece to allow for some downward deflection of the workpiece during the milling operation. Touchcut Controller will interpret D0 as a call to travel to the full thickness of the plate plus whatever Extra Overshoot settings are in effect on the Touchcut materials page.
While this works well for drilling, there are some complications. Foremost is that while stepping down through layers to a final fixed depth ABOVE the bottom of the plate it is possible we will pass through the top of the plate where the Depth 0 convention above will cause an unwanted plunge to full depth. Imagine Feed From Height being set to 5mm , with a Depth Increment of 5mm. The very first pass will want to just touch the top of the plate, thus will want to output D0, but doing so would cause a plunge to full material thickness. Instead PrimeCut catches this and moves it vertically up by 0.01mm (even if running in inches):
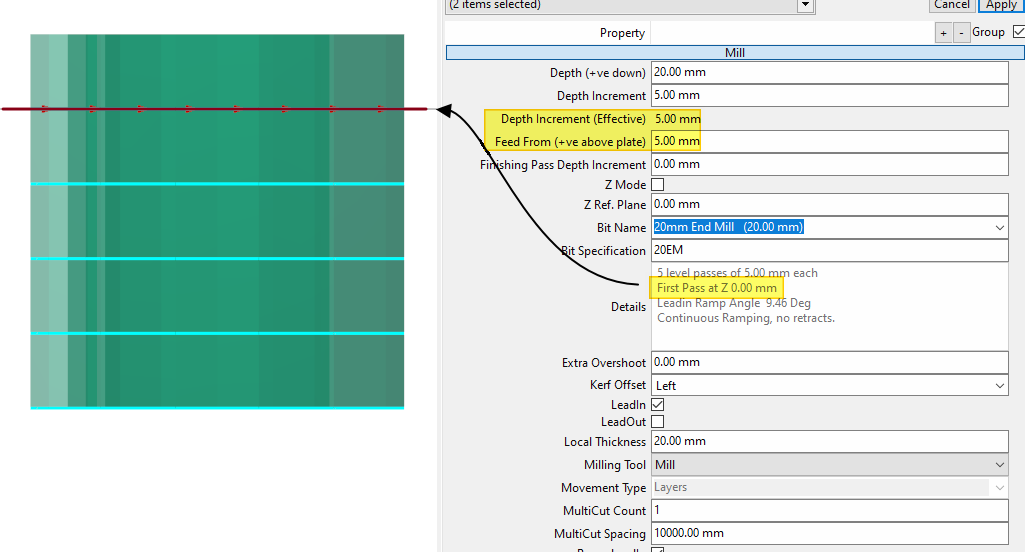
(First two passes only shown)
M32D-5.01
G1Y-30.D-0.01
G3X20.I10.
G1Y30.
G3X-10.Y10.I-10.
X-12.5Y-12.5J-12.5
G1Y-50.
G3X25.I12.5
G1Y50.
G3X-12.5Y12.5I-12.5
M3
G0X-10.Y-10.
M32D-0.01
G1Y-30.D5.
G3X20.I10.
G1Y30.
G3X-10.Y10.I-10.
X-12.5Y-12.5J-12.5
G1Y-50.
G3X25.I12.5
G1Y50.
G3X-12.5Y12.5I-12.5
M3
G0X-10.Y-10.
...
In Release 131 we introduced a new way of specifying milling depths: Z Mode. Instead of specify depths down into the plate, we specify heights above the plate surface (or above the machine Z Reference). Z is positive up, and negative down. Thus, generally speaking:
Z = -Depth
As a simplification, we removed the special zero case. Z0 means the surface of the plate, not through the thickness of the plate.
It has several advantages:
•The Z ordinate completes the XYZ triple coordinate system, forming a conventional "Right Handed Cartesian coordinate system".
•There is not risk of plunging through the plate should a Z=0 plane command be required
•The XYZ coordinates are more in keeping with traditional milling machines and programming software; should be more familiar to users already experienced in milling.
•Control of the final pass depth when machining through the plate (such as when performing edge cleanup with an endmill) is completely determined by the programmer- the D0 convention if used made the final p[ass depth dependent on machine overshoot settings and could lead to the pass becoming too deep such that the tool shoulders are rubbing on the workpiece unexpectedly.
Any milling process can be viewed and configured in either Depth or Z modes. There is a checkbox in the milling process properties. There is also a default Z Mode setting under the milling tool which determines how new milling processes are created.
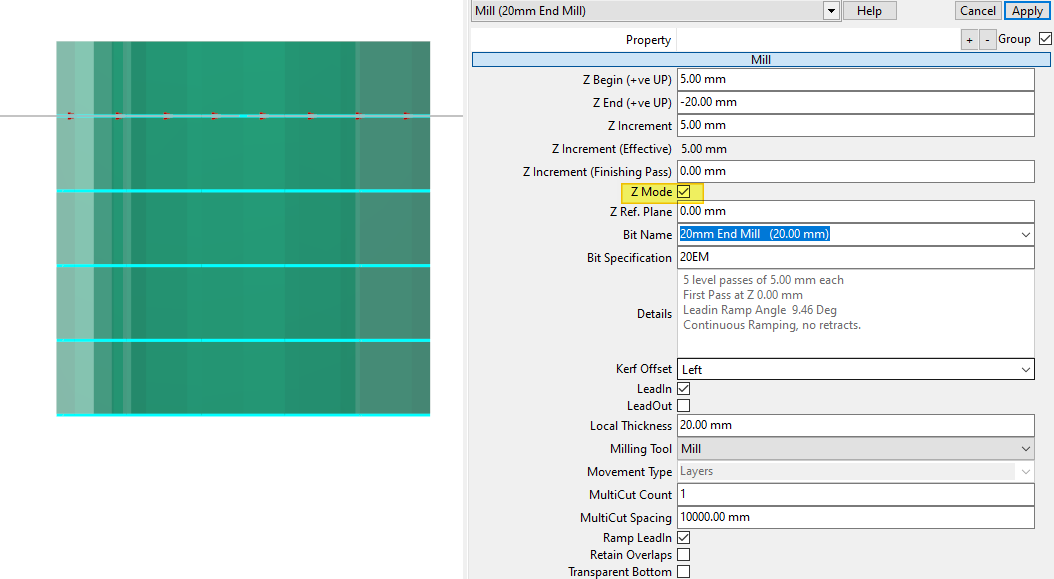
The same milling process as above, but with ZMode activated.
The NC Code also outputs Z words instead of D words. There is no longer any need to adjust the Z0 words to avoid plunging through the plate, as the machine does not treat Z0 specially., unlike D0.
M32Z5.
G1Y-30.Z0.
G3X20.I10.
G1Y30.
G3X-10.Y10.I-10.
X-12.5Y-12.5J-12.5
G1Y-50.
G3X25.I12.5
G1Y50.
G3X-12.5Y12.5I-12.5
M3
G0X-10.Y-10.
M32Z0.
G1Y-30.Z-5.
G3X20.I10.
G1Y30.
G3X-10.Y10.I-10.
X-12.5Y-12.5J-12.5
G1Y-50.
G3X25.I12.5
G1Y50.
G3X-12.5Y12.5I-12.5
M3
G0X-10.Y-10.
...