The plasma calculator can be used to help calculate the Cost per Start and Cost per Hour values for the Costing Database. To access the calculator first you need to select the entry that you want to edit, then you can press the Plasma Calculator button. This will display the Plasma Calculator dialog.

If you are using the calculator for a Hypertherm plasma process then you should be able to obtain the gasses and flowrates from the manual that came with the plasma system.
In the lower section of the dialog you can enter the estimated costs for the different consumables used by the process. The average number of starts will need to be determined from experience.
Once you have calculated a per hour or per start cost you can press the Apply button to copy the value to the relevant field on the entry you have been editing.
The Load and Save buttons allow you to calculate the cost for one process and save the details to file, then open the calculator in another process and load the settings. This is useful because if the same process is being use (i.e. 130A O2/Air on Mild Steel) then the cost per hour and per start will be approximately the same regardless of the thickness.
Applying Process Data when Processing
To use the leads, overshoot, and pierce information from the process data when processing a part in the processing editor, ensure that in the Processing Options window, the Use Process Data for Leads box is checked (the default state of this checkbox is determined by the tool's Data Driven Leads setting). The relevant table for that process and thickness can be opened by clicking Edit Process Data. Currently only one user can edit at a time. Any other users who open the table will have a read-only view. The Pre-Drilling tool selected in this dialog is the tool used.
Note that if you want to use PrimeCut in the same way as legacy versions (you may want to ensure the tool's Data Driven Leads setting is unchecked so this is automatic), then uncheck the Use Process Data for Leads box, and set a standard Tangent Lead Style, and a 0mm Tangent overshoot.

Note that the default row for Leadin and Leadout attachment for the material thickness and Cost ID is shown in the shaded boxes in the dialog. When Use Process Data for Leads is selected, if Pre-Drilling of Pierce Holes is checked, AND/OR if the corresponding row in the Process Data table calls for Pre-Piercing, the holes will be pre-pierced with the tool selected in the drop-down box next to Pre-Drilling of Pierce Holes.
Note that there is currently no support for process data lookup for bevel tools
You can see the details of processing a cut in the properties window that opens when the cut is selected. (If you don't have a properties window open, right click on the cut processing geometry and click Show Properties.)
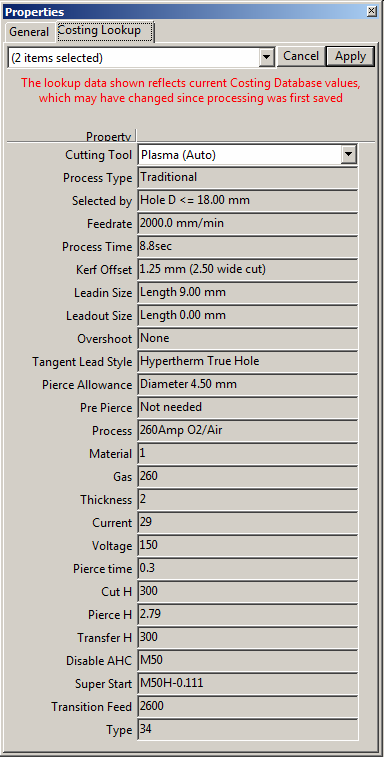
Here we can see all the custom fields and looked up values for the selected cut.
NOTE settings such as Lead-in Size are the looked up values, not necessarily the actual current values for the selected cut. If Use Process data for Leads was not checked at process time, or the leads or cut were subsequently edited then the actual values are found on the general tab.