see also Importing Process Data, Cutting, Beveling, Marking
Clicking Edit Processes with a row selected, or double-clicking on a row (or selecting a collection of rows and double clicking to change them all at once) allows the user to edit each field with a dialog box shown below. To create a new row with a specific threshold click the Add a Selective Process button, and a similar dialog to the following will open. Note that if you select multiple rows, then their values will only change on the fields you set manually, which turn green when you have.
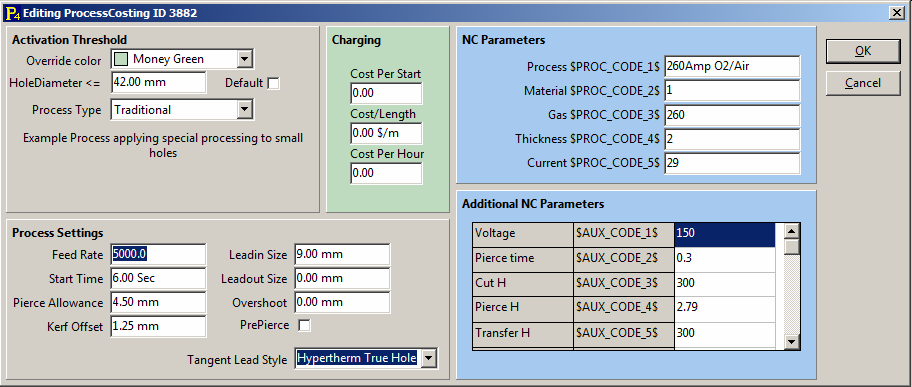
The Override Color field is the color that geometry will be when this Hole Diameter-specific default is used, overriding the color being used in the processing editor. To stop the processing editors choice of color being overridden set Override Color to Black. The HoleDiameter<= field specifies the largest hole size that will we processed with this processing information. If Default is ticked, then you are adjusting the settings for when no threshold is satisfied.
The extra fields added to the row in the table are for referencing when compiling the NC code, replacing wherever tags (e.g. $PROC_CODE_1$, $AUX_CODE_1$) are used. (See Machines for examples of these tags).
In our example all holes with diameter less than 42mm, but greater than all smaller thresholds, will by default use this setting, unless specified otherwise in the processing editor. The Process Type helps the user to distinguish between processes that are referred to.
The Charging box specifies the costs, where these values are used in the Quoting mode to estimate the cost.
▪Cost per Start is an estimate of how many starts you get from a set of consumables. You can use the Calculator to help work out this value.
▪Cost/Length is an estimate of what distance you get from a set of consumables.
▪Cost per Hour is an estimate of the electricity and gas costs per hour of running the tool. You can also build a consumable cost into this instead of using the Cost per Metre/Foot. You can use the Calculator to help work out this value.
The default Process Settings the user can specify include the following:
▪Feedrate is found either by looking at the settings on the machine of checking the manual for the tool in question.
▪Start Time is an estimate of how long your machine takes to lower the tool and commence cutting.
▪Pierce Allowance is the minimum diameter of the space required to pierce. This also defines the size of the drill requested if the PrePierce box is ticked.
▪Kerf Offset is the distance from the center of the head to the edge of the cut - a radial distance. This values is used to display the 'kerf sausage' in the processing editors.
▪Lead-in size and Lead-out size are the lengths of the leads
▪PrePierce; specifies if a pre-pierce action is used by default, but the tool to be used must be specified
▪Overshoot -only used with tangent lead attachment - see below.
Where the shape geometry has no corners, and lead-ins and lead-outs must be applied to a smooth curve or on a straight line; Tangent Lead Attachment. In these cases the Leadin and Leadout styles can be given default values using the Tangent Lead Style drop-down box. The options available are:
▪Standard - (lets primecut choose the leads)
▪45 Degree In and Out - (Lead-ins and lead-outs are straight lines 45 degrees from the tangent to the part.)
▪Quarter Arcs - (Both leads are a quarter of a circle)
▪Quarter In, 45 Degree Out
▪Perpendicular In, 45 Degree Out
▪Radius In, 45 Degree Out - (The lead-in always starts in the center point of the first arc cut, can only be used on hole-like geometry)
▪Semi-Circle in, 45 Degree Out
▪Hypertherm Truehole (semi circle lead-in from hole center, lead-out follows a 90 degree arc around the circle's perimeter, effectively a kind of overshoot- can only be used on hole-like geometry)
▪ESAB Precision Hole Technology - (provisioned for future support)
▪Hook In, Quarter Out - (A hook is a straight line followed by a tangential arc)
▪Hook In, 45 Degree Out
▪Kinetic Truehole - (Uses Hypertherm Truehole, but without the overshoot lead-out as the Kinetic Touchcut controller applies this overshoot automatically)
Overshoot is how much further than the starting point the head will follow the path, and can be set to a negative value to leave a tab attachment to the plate. This is only used during tangent lead attachment.