See also:
Exporting Process, Materials and Spindle Data
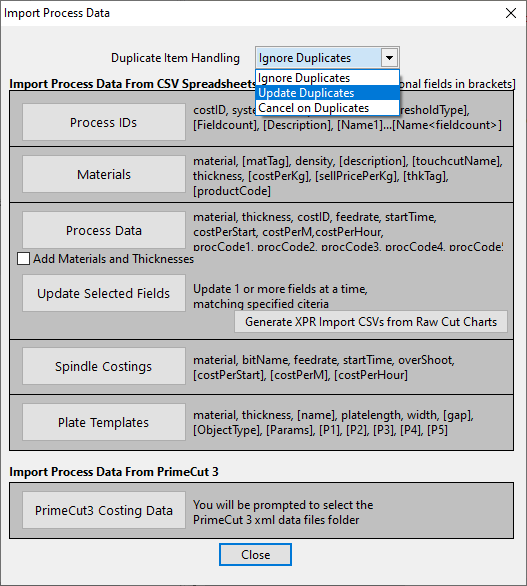
If you have your csv file(s) ready to import, you can import them here. To create a valid csv file, we suggest exporting one first, then clearing and overwriting its data; this ensures all the column headers are correct.
If importing multiple types of data (multiple csvs) always start at the top of the list of buttons and work down, ie Process IDs, then Materials etc.
These define the costing systems and processes used. These need to be defined before actual process data (how those processes behave on different materials and thicknesses) can be imported.
The columns are:
•costID- Integer key used to represent a particular system/process. This is set on each tool in the Machines section, thus linking a tool to its costing data. Kinetic has some default values for a number of common systems. If defining your own, it is suggested to start at 10,000.
•systemName- name of the owning system, eg "XPR300"
•processName- name of the process , eg "300A O2 Air"
•thresholdType- optional, default 0, how the a selective process switches between different settings, coded as an integer. eg True Hole may switch based on Hole Diameter. This is encoded as an integer from the list:
, ie 0 is ignoreThresh (no threshold lookup). HoleOrSlotDiameter (2) and HoleOrSlotArea (3) may be used with TrueHole as implemented on Hypertherm HPR TrueHole plasma systems, while we recommend HoleDiameter (1) for Hypertherm XPR True Hole, as this more advanced True hole implementation does not map well to slots.
•Description- optional, default blank. A textual description of the process
•Name1 ... Name5 -optional, default blank, meaning columns are called "ProcCode1" etc. Each process data item contains 5 assignable string fields, procCode1... procCode5: this defines a user friendly name for what the data in these fields is to represent. eg Name1 is often set to "Process", when a selective process in use such as "XPR Best Cut", and the process data will then store the database selected consumables name, eg "300A O2 Air" or "100A TrueHole".
•Fieldcount - optional, default 0. Some third party machines require more lookup data than the 5 built in strings will support, this defines how many additional fields are needed.
•AuxName1 ... Auxname<fieldcount> - Required if Fieldcount is nonzero. The names of the additional fields.
Process Data
NOTE it may be advisable to Purge the existing process data for the system before importing new data, see Purging a System.
These rows define the speed and other cutting parameters for cutting, beveling and marking processes. There is usually 1 row per material/thickness/costID combination, however selective processes may have multiple rows, selected by material/thickness/costID/Threshold . Marking processes are defined on thickness 0 always, as marking is a surface process and independent of material thickness. The columns are:
material - the material name
thickness - the material thickness. In mm unless specified, see Units Used in CSV files
costID - see Process IDs above.
Threshold - The threshold value for this selective process to be activated (eg holediameter)
feedrate - the feedrate for the process. In mm/s unless specified, see Units Used in CSV files
startTime - How long to start the process in seconds. Usually should account for initial height sensing and piercing, possibly preheat for flame processes.
costPerStart, costPerM, costPerHour -consumable based charging. Often not used in favour of machine time charging which is simpler to maintain.
pierceAllowance - optional, the diameter of the pierce hole approximately.
Style - optional, default 0. Type of process, currently 0 is "normal" and 1 is "TrueHole"
Full Kerf, Half Kerf - optional. Either of these values can be used to specify the kerf. Half Kerf is preferred, this corresponds to the Kerf Offset in Touchcut.
PrePierce - optional, 0 or 1, default 0. Set to 1 if pre-pierceing is required 9thick materials normally)
LeadinSize, LeadoutSize- optional. Initial Leadin and Leadout sizes.
Overshoot- optional. Overshoot when cutting or beveling. Often negative to create undercut, and used in combination with TLS (below) to reduce gouging at lead attachment points
TangentLeadStyle - optional. also known as TLS (see Tangent Lead Style). The different styles are encodes as follows:
0 tlsStandard, // whatever...
1 tls45and45, // 1) 45 in and 45 out
2 tlsQuarterArcs, // quarter in and out
3 tlsQuarterAnd45, // 3) quarter arc in and 45 degree line out
4 tlsPerpAnd45, // normal to surface and 45
5 tlsRadialAnd45, // 5) normal from arc centre and 45
6 tlsSemicircleAnd45, // semicircle in and 45 out
7 tlsTrueHole, // 7) semicircle in from centre of hole, overshooting leadout
8 tlsESABPHT, // like true hole, but small holes scythe in.
9 tlsHookAndQuarter, // 9) Hook in arc out
10 tlsHookAnd45, // hook in 45 line out
11 tlsKinTrueHole,
12 tlsHookAndSmallArc
13 tlsPerpAndQuarter
Color- optional, default 0 (Black). An integer encoding of the process color. Black (0) means use the tool color, other colors can be used to distinguish between selective processes in the processing editor.
Strategy- not currently used
procCode1 ...procCode5- process codes. procCode1 is often the process specifier sent to the machine, eg "130A O2 Air"
auxCode1 ... auxCode<fieldcount>- additional lookup codes if required
Note that if Add Materials and Thicknesses is checked, then new grades and thicknesses found in the csv file that aren't already in the database will be added. If grades are added, they are likely to be incompletely defined (density etc should be manually set).
Update Selected Fields
This is a special version of import Process data designed for special functions. Currently just one is defined:
Needs the Material, Thickness, ProcCode1 and a Half Kerf columns : updates the Half Kerf values. Will also update Pierce allowance if it is supplied.