Tool Parameters provide the ability to add extra per process information that can be passed through to the programs G-Codes- and are typically use to select a particular variant of a process at the controller.
Parameters can be of different types:
Fixed Value-User just types in a value in the process properties- after processing.
Manual Select- User select a value from a predefined list
Auto Select (Area)- based on a set of process area thresholds, the value will be set as processing is applied
AutoSelect (Thickness) - based on item thickness thresholds, the value will be set as processing is applied
Lookup ProcCode1...Lookup ProcCode5 - ProcCodeN is first looked up in the process data, then the tool parameter is set based on string matches to its value.
Auto Select (Bevel Angle <=) Auto selects a tool parameter (for a bevel tool) by first finding the bevel angle of the process furthest from 0 (i.e. if a bevel process goes from -20 to +10 degrees, it takes -20) and then looks up the first tool parameter for which this value (-20 in our example) is less than the threshold for the tool parameter to be applied.
Area/(Length x Thickness) <= Auto selects a tool parameter for if it's area divided by the cut length (full perimeter of the cut) times the material thickness.
Tool Parameters however are ALWAYS editable within the process properties after processing (unlike for example ProcCode process data lookups) , so the programmer can override any auto-set value, process by process.
Tool Parameters can be embedded in our machine codes via the $TOOL_PARAM:<parameter name>$ lookup. Sometimes you may need to lookup based on the following process, in which case you can use $NEXT_TOOL_PARAM:<parameter name>$
IMPORTANT NOTE
When an Auto Select is used, the values for whatever is being looked up (area, thickness, bevel angle etc) must be carefully ordered. The lookup process will return the first satisfied condition. Thus is specifying ranges of values using a >= comparison, you should order the looked up values in decreasing magnitude. Conversely, when using <= the lookup values should be ordered in increasing magnitude.
Other examples of Tool Parameter usage can be found here:
• Automatic Corner Filleting in NC Output (Auto Fillet)
Tool Parameter Example- Changing Marking Settings Depending on Thickness
Marking is a surface process and as such normally does not depend on thickness. Because of this when marking processes look up process data, they look up thickness 0. But what if an application wanted different marking processes (LIGHT/MEDIUM/HEAVY) selected based upon ranges of material thickness? Tool Parameters could be used; here's how:
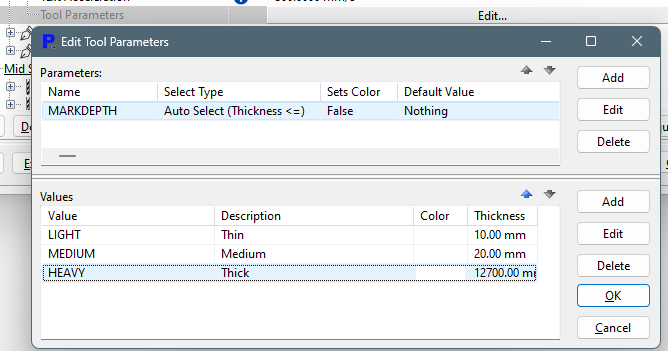
1.Define a tool parameter called MARKDEPTH, of type Auto Select (Thickness<=).
2.Define the Values, along with the threshold thicknesses to be applied:
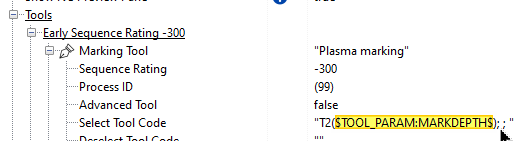
3.Call out this tool parameter in the tool select on the marking tool using the parameter lookup $TOOL_PARAM:MARKDEPTH$ :
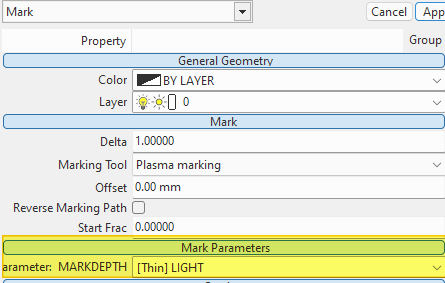
4.Now, when this marking process is applied to a part of thickness 5mm, you will see the tool parameter in the properties (you can override the looked up value here also, for example, if you wanted to HEAVY mark thin parts):
5.Whatever parameter was selected will now appear in the G Codes, eg:
...
M20(Mild Steel-5.)
T2(LIGHT)
G0X50.Y40.
...