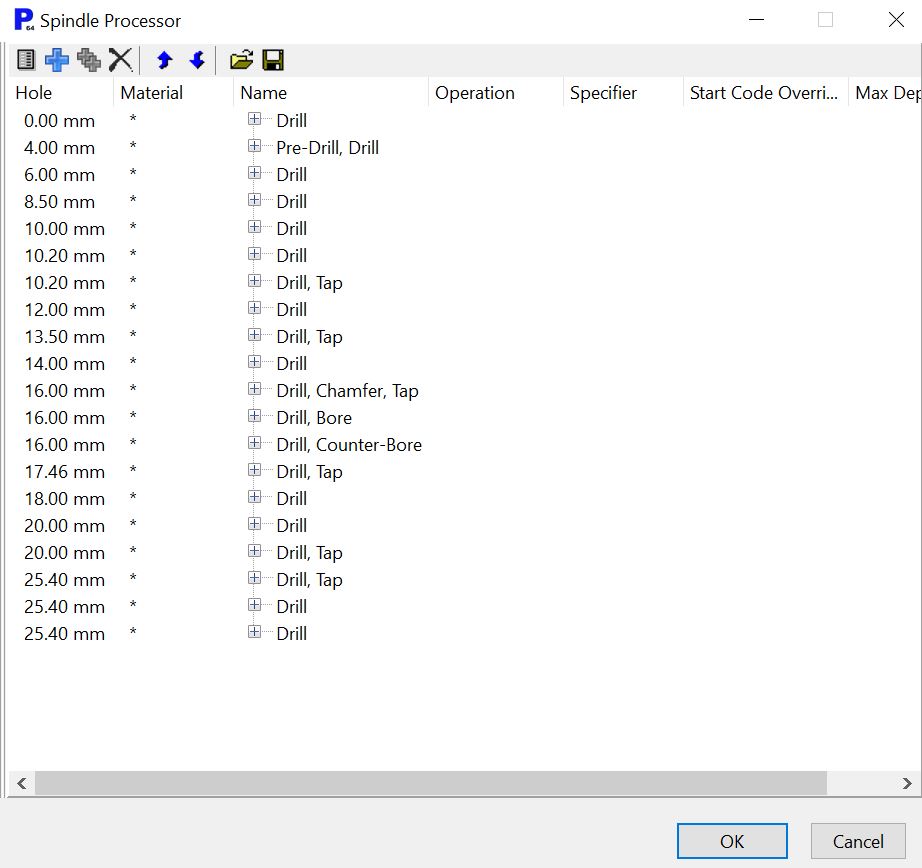
The following process shows you how to add a new spindle to the spindle table.
1Click on the Machines button on the start screen and select the Kinetic Machine as from the dropdown list to display its details.
2Click on the Spindles button.
3Click on the blue Plus button ![]() to add a new spindle sequence to the table.
to add a new spindle sequence to the table.
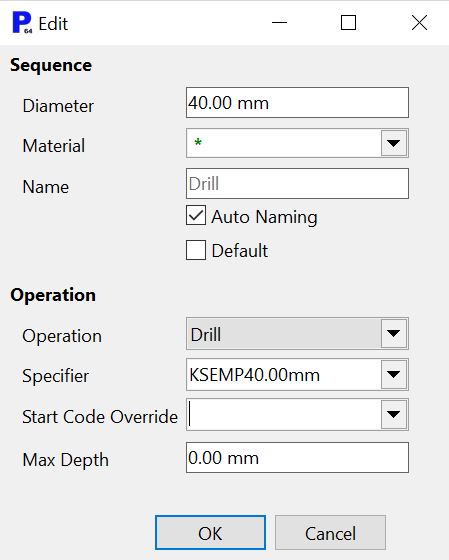
4Add a Drill operation using a 40mm spindle with a specifier of "KSEMP40.00mm".
5Click on the blue plus plus button ![]() to add a new spindle operation to the existing sequence.
to add a new spindle operation to the existing sequence.
6Add a Chamfer operation using a snap chamfer to take 3mm off the top and bottom edges of the 40mm hole.
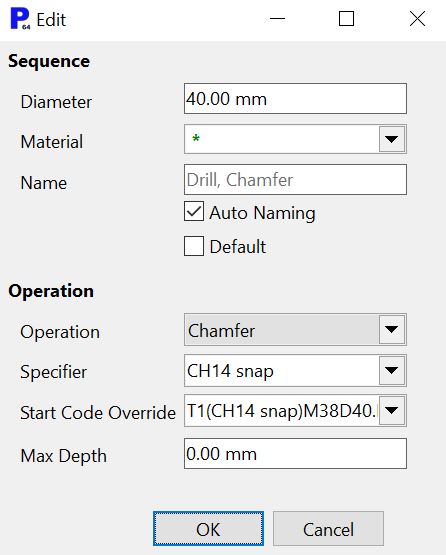
The Start Code Override should be "T1(CH14 snap)M38D40.E3C3.0".
See "Pre-Drill, Bore, Counter Bore, and Chamfer tutorial" for more information on how to use a snap chamfer and the details of the M38 macro.
7Click on the blue Plus button ![]() to add a new spindle sequence to the table.
to add a new spindle sequence to the table.
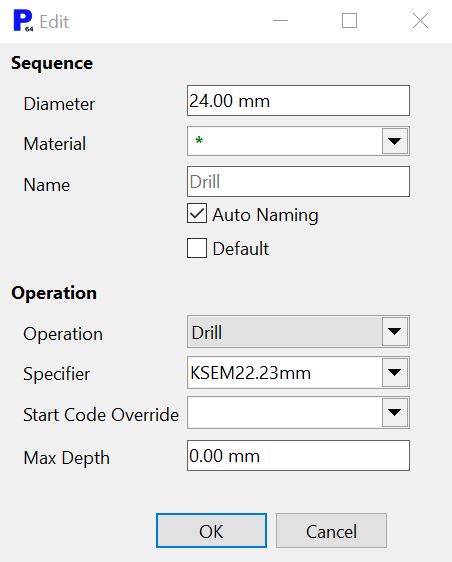
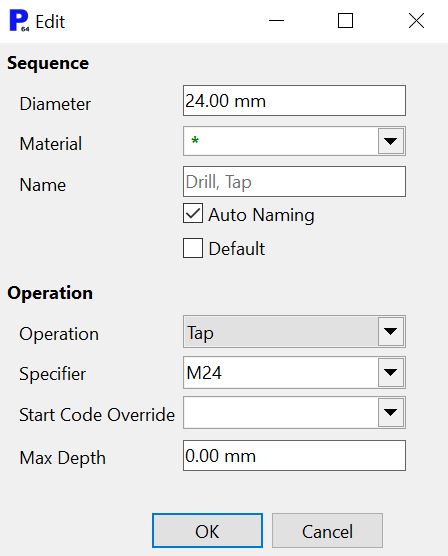
8Add a Drill operation for an M24 hole using a 22.23mm spindle with a specifier of "KSEM22.23mm".
9Click on the blue plus plus button ![]() to add a new spindle operation to the existing sequence.
to add a new spindle operation to the existing sequence.
10Add a Tap operation using an M24 tap with a specifier of "M24"
11Click on the blue plus plus button ![]() to add a new spindle operation to the existing sequence.
to add a new spindle operation to the existing sequence.
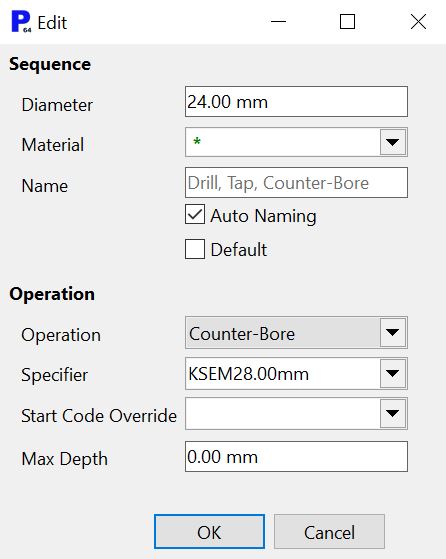
12Add a Counter-Bore operation using a 28mm drill with a specifier of "KSEM28.00mm"
13Click on the blue plus plus button ![]() to add a new spindle operation to the existing sequence.
to add a new spindle operation to the existing sequence.
14Add a Chamfer operation using a snap chamfer to take 1mm off the top edge of the counter-bored 28mm hole.
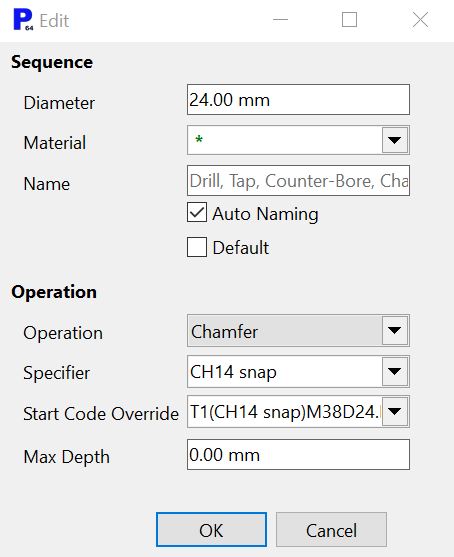
The Start Code Override should be "T1(CH14 snap)M38D24.E1C1.0".
See "Pre-Drill, Bore, Counter Bore, and Chamfer tutorial" for more information on how to use a snap chamfer and the details of the M38 macro.
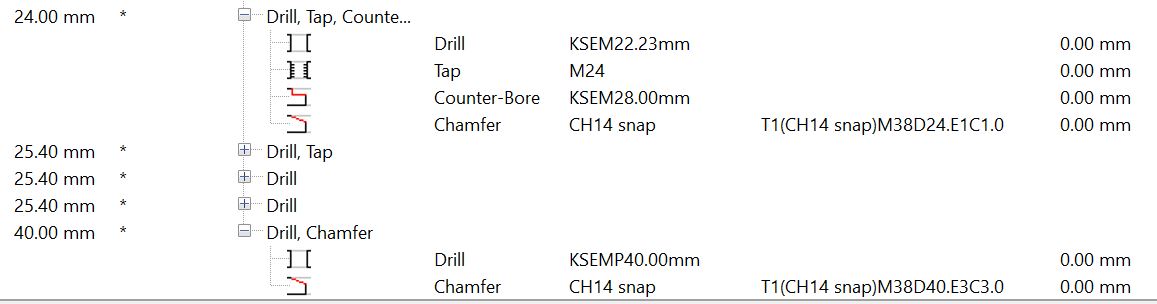
You have successfully added two spindle sequences to the list. This means we can program a single arc geometry with the diameter of the finished thread or hole and have more than one spindle operation occur. For example, if the 24.00mm sequence we created is selected during processing then the machine will drill, tap, counter-bore and chamfer in the correct sequence.