See also Pre-Piercing Of Cutting and Beveling Processes
Most milling tools do not like to plunge vertically into the plate; they cut well at their outer edges but unlike drills cannot cleanly remove material at their centre. (Slot-Drills are special hybrid tools which can be used both vertically and horizontally, and so are suitable for smartslot type operations which require plunging)
Ramped milling helps with this as the mill approaches the material at a shallow angle. However it is also possible to pre-drill the milling start so that the mill can plunge in place. Note that the drill does not need to be as big a diameter as the endmill, it only must remove material from the center of the milling plunge.
Prior to Version 4.132.xxx, it was necessary to manually add circles to apply the spindle process to, but from this version (Release 132) onwards you can use Apply Prepierce on milling processes just as you can on cutting and beveling processes.
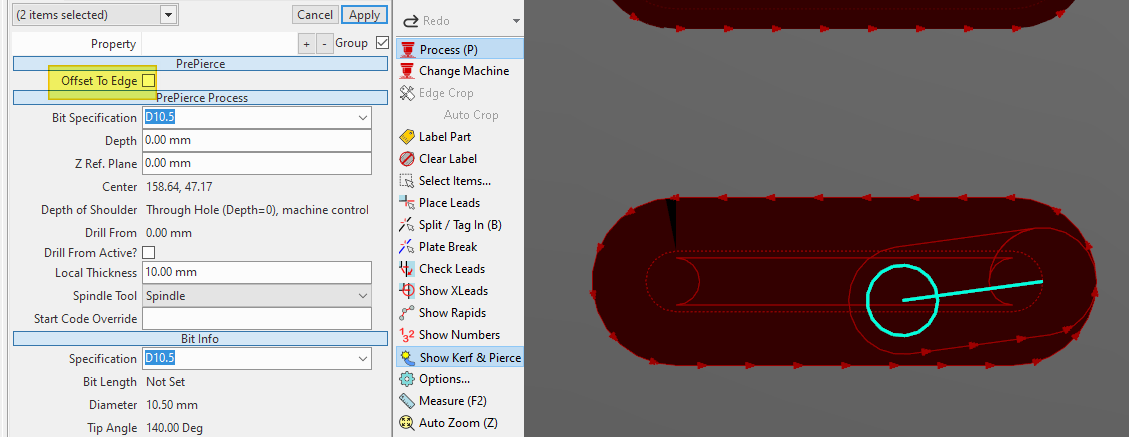
When applying a prepierce to milling, Offset to Edge is always false by default (as we want the drill and mill centers to be on the same axis normally):
Notes
•Its is usually not benefical to Predrill a ramped (helical) milling process, in fact it can shorten the life of the endmill as the mill unloads and reloads as it passes the drilled hole on each ramped pass. Ramped Milling processes do not have leadins, so the predrill if used must be no bigger than the endmill diameter used.
•You can apply pre-drilling to SmartSlots; the drill diameter should be smaller than the slot/mill diameter.
•The Predrill diameter can be bigger or smaller than the Mill diameter on Layered milling processes.
•Predrilling of milling must be applied via the Apply Prepierce option after the milling has been applied.