Pre-Piercing, or Pre-Drilling, is the "drilling" of the pierce holes before the cutting (or beveling) tool starts. It is useful when:
•Cutting with flame: preheat on an edge, and especially the edge of a hole, is much faster than preheating the surface of the plate.
•Cutting with flame: Much less debris is ejected during the pierce if its been pre-drilled, resulting in cleaner tips and happier operators.
•Cutting with plasma: On heavy plate, some plasma processes do not support piercing and must be edge/gap started. Pre-drilling allows this.
•Cutting with plasma: On moderate thickness plate, some customers like to pre-pierce the plate with an old set of plasma consumables, before changing to new consumables to to the cutting. (Kinetic does not recommend, nor does it discourage, this practice). A Plasma Tool can be set up as a Virtual Drill Tool to accomplish this.
•Cutting with laser: For Kinetic lasers and others different pierce sequences are used in the tool start codes depending on whether the torch is starting on an edge or gap, or in the middle of plate. If piercing is ideally done with a different gas, making a separate pierce process can save on the gas changeover time, if all pierces are grouped together in the sequence. The setup is the same for plasma piercing with a Virtual Drill Tool.
See also PreDrilling Of Milling Processes
Applying Pre-Piercing while Applying Processing
On the Processing Options dialog, simply check the Pre-Drilling of Pierce Holes checkbox, and ensure you have a spindle tool available and selected in the combo box.

As Processing is applied, the Pierce Allowance will be used as a virtual hole diameter for the Spindle Allocation Table to look up and match a drill to. If not matched you will be prompted to allocate one. In this example the Pierce Allowance was 8mm, but no spindle was allocated to the 8mm drill in the table, so I chose a 10mm drill:
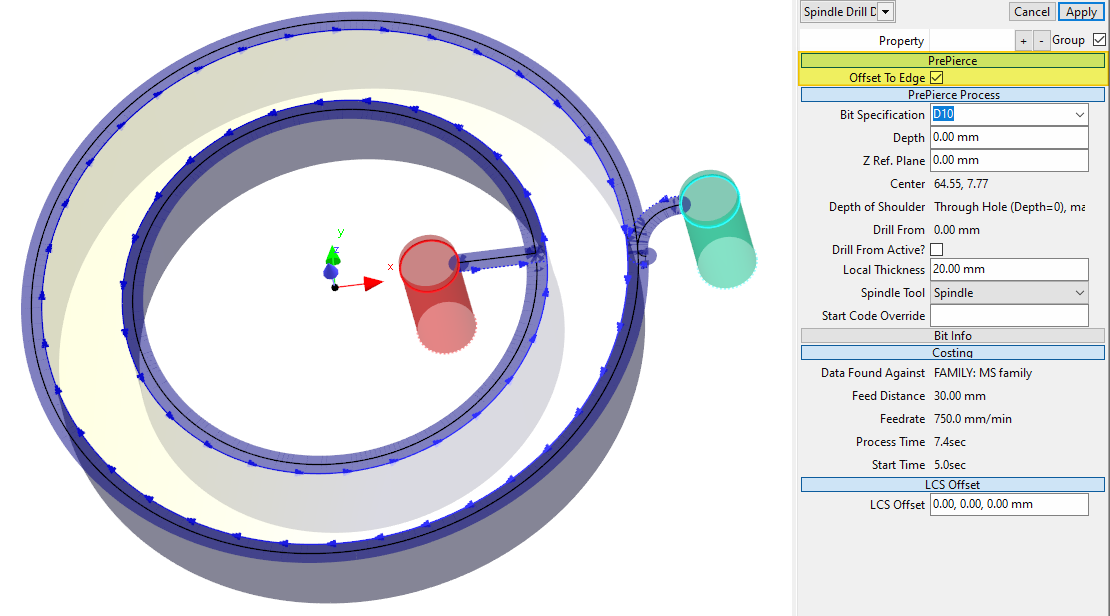
The Offset To Edge property, unique to PrePierce Spindle operations, tells PrimeCut to offset the center of the spindle operation so that its edge (the edge of the hole) is exactly under the start of the cutting process, thus ensuring a reliable start to the cutting process. For this to work optimally the costing data needs to know the drill bit diameter and ideally the cutting kerf.
Applying Pre-Piercing After Processing
Use the Apply Prepierce (ALT-D) function under the context menu when one or more cutting or beveling processes are selected to apply Pre-Piercing subsequently to the original processing application.

Note how Pierce Allowance is replaced with the Pre-Pierce Hole after Pre-Piercing.
Selecting a process with a Prepierce shows the PrePierce process and specification in it's properties. Selecting Gap Start Auto allows for if a process's lead is moved to start over a previous cut process, Primecut can recognize this and remove the PrePierce process. Also, if a process has Gap Start codes, as found in the machine post-processor settings, the start code can be changed to recognize this. Both Gap Start processes and PrePierced Start processes apply
Regardless of whether Gap Start Gap Start Codes are applied to all PrePierced Processes
